生成AIで簡易金型の紹介を読むと、「納期とコストが本金型より優れている」と説明されています。
しかし実際のメーカーページを見ていると、納期に強いメーカーとコストに強いメーカーに色分けされていることが勘の良い方なら気づくと思います。
納期が短いものは総じてコストがそれほど安くなく、逆にコストが安いメーカーは納期に関しての対応があまり柔軟ではないように見受けます。これはどうしてなのでしょうか?
【両立しない理由】
結論から申し上げると簡易金型に関して同期とコストは原則的に両立しません。それは簡易金型の作り方に原因があるからです。
簡易型と一口に言っても、その作り方は多様にあります。安い簡易型に向いた作り方と、早く作る簡易型に向いた作り方はそもそも全く異なるので、納期とコストは両立しない訳です。端的に最も分かり易い原因は、金型の心臓部(キャビコアinsert)の切削費用です。
金型において最もコストのかかる部分は、製品の形状を形作る部分=キャビティinsertとコアinsertの部分です。納期を短く作る簡易型の場合、このInsertを常に社内在庫しておりそして発注があると同時にそのinsertをすぐに加工し始めるという手法があります。こうした加工法を取れば金型にとって一番時間がかかりコストもかかるinsert部分を加工している間に、ほかの部分の準備ができInsertが削り終わると金型が出来上がるという非常に短納期での金型加工が可能になります。一方でこの方法は常にあいた機械が存在していることが前提になります。機械加工のコストは一か月の償却費を何部品に割り振るかで決まります。常にスタンバイしている機械加工機を準備していることは、大幅な加工費の上昇を招くのです。
一方で安さを追求している簡易型は、機械加工のコストを抑えるため機械の稼働率を上げているので、短納期にそもそも対応しないことが殆どです。
こうした作り方の方法によって、簡易型の特長はコスト重視か納期重視かに分かれることになります。
【簡易金型ごとの狙い】
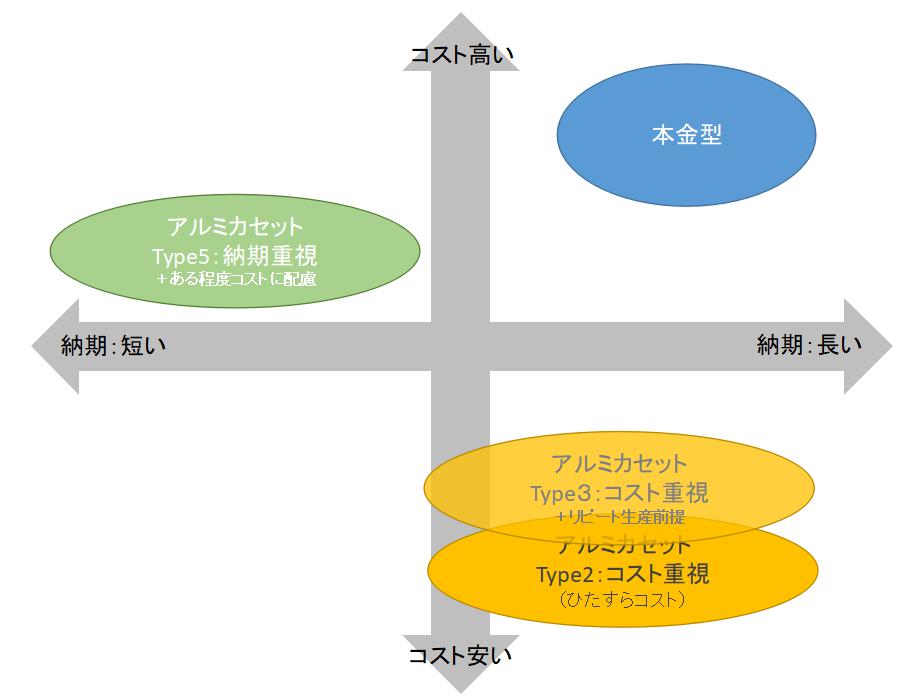
具体的に、どのような簡易金型の作り方があるのか、現在最も一般的に流通しているアルミカセット金型に特化して説明します。
Type1:ひたすらコスト重視(中古金型流用)
最初に上げるのはひたすらコスト重視で簡易金型を作る方法です。
最もよく使われる手段として既に廃棄された中古金型を購入してこれを再加工して新しい金型を作るという方法があります。日本ではびっくりされることが多いのですが、中国のローカル工場では廃棄金型を売買する中古市場というのがかなりの規模で成立しておりこういった中古市場から自分の製品に見合った中古金型をなんかに買い取って追加工して狙いの金型を作るという方法です。世界の雑貨やおもちゃを作っている中国の温州付近の金型工場でよく使われている手法です。
この方法の長所としてはともかく金型が安く作れること。一方でこの方法には短所もあって、2回目以降の成形ができないことが多いという問題もあります。一つ一つの金型に癖があり扱いが難しいということと、そもそもこの方法がよく取られている温州近辺ではおもちゃなど1回生産して製造が終わってしまうプロダクトが主流だからです。
予想できると思いますが、この方法で簡易金型を作るメーカーは日本国内にはほとんど存在しません。当社もかつてこの方式で何回か金型を温州の工場に依頼して作ったことはありますが、なかなか癖が強くリピート生産に混乱が生じるため安くても使わないという選択肢を選ぶようになりました。
Type2:ひたすらコスト重視(最安値カセット)
同様にコスト重視の方法としてもっと安くアルミカセット型を作る方法というのが存在します。この方法は製品部(キャビコアInsert)のみを製造し、それ以外の部品を全て共通部品として使用するという手法です。カセット金型は外側を覆う主型(モールドベース)、製品部(キャビコアInsert)、突き出しピンと突き出しプレート、スライドまたは置き駒、位置決めピンなどで構成されます。
このうち、製品部(キャビコアInsert)部分と突き出しピン以外は共通部品として作らず、生産の都度、簡易型を組み立てて生産するというのがこの方法です。コスト重視の日本の簡易型メーカーの多くが採用している方法です。
コストがとても安く収められる反面で、生産の都度金型の組み立て手続きが必要となり金型品質が安定しづらくなることと、製造コストに毎回金型組み立てコストがのってくるため部品単価が高くなります。金型組立の手間が少ない、特に小物や歯車などの部品成型で良く用いられています。
テクノラボでも簡易金型を始めた当初はこの方式を採用していました。しかしテクノラボは小物以外にもかなり大きな部品まで対応しており、顧客のリピート生産に対応しているうちにこの方法では限界が来てしまいました。現在では採用していません。

Type3:コスト重視+リピート生産前提
日本で簡易金型を作る場合、コストは重視しつつもリピートの生産をある程度見越して生産する場合が多いように感じ、現在テクノラボが採用しているのがこの方法です。
製品部(キャビコアInsert)部分を安く収めるため、納期の短縮は難しいものの、全体のコストは安定して極めて低い水準で納めることが可能です。その上で、将来のリピートオーダーにも長期間対応できるので、少量・長寿命製品などに適しています。また試作型を起こしてから、初期の数ロットは市場の動向を見ながら生産する場合などにも適しています。
現在テクノラボはこの方式を採用しています。
Type4:ひたすら納期重視
この方法はカセット型を構成する要素をあらかじめ社内に在庫しておき、注文が入り次第即座にそれらを加工して金型を作るという方法です。
一般的な金型を作る場合、納期面からみると次のようなスケジュールで金型を製造してゆきます。
工程1> 1週間:金型設計
工程2> 2週間:製品部(キャビコアInsert)の加工
工程3> 1週間: 金型部品手配(工程2と並行して進捗)
工程4> 1週間:金型組立
工程5> 1週間:トライ成形
納期重視の簡易型では、このうち工程1と工程2の期間を圧倒的に短縮しています。金型設計は余裕のある金型ブロックの中に彫り込む事で設計を一律化して時間を短縮し、製品部の機械加工では常にスタンバイした加工機を使って設計データが出来次第加工してゆくのです。
1990年代に携帯電話が全盛だったころに、携帯電話の外装加工をしていたメーカーが積極的に取り入れた手法です。当時は最短納期1週間の金型などが作られていましたが、コストは本金型より高かったと聞いています。
現在、この手法によって簡易金型を作っているメーカーが日本には多数存在しており、2週間以内の納期でカセット金型を作る場合はほぼこうした手法になるでしょう。
Type5:納期重視+ある程度コストに配慮
Type4は納期を縮めることは出来ますが、どうしてもコストが高くなり、コストパフォーマンスで不満を持たれることが多いので、若干納期を伸ばしながらコストも抑える方法が最近の主流です。
基本的にはType4の納期を重視する作り方に準じるものの、製品部(キャビコアInsert)の加工以外を柔軟にすることである程度コストを抑えた方法とするのがこの方法です。
納期重視の簡易型のメーカーはほとんどがこの類型に属すると思われます。
【テクノラボの簡易金型】
以上、簡易型製造の各手法を紹介しました。
顧客の要望は常に「納期もコストも全部欲しい!」という声になってしまいます。そこでそれぞれの長所短所を上手く組み合わせて、顧客の要望に沿いやすいコストパフォーマンスを出すことが簡易金型メーカーに求められています。
2025年現在、Type2:ひたすらコスト重視,Type3:コスト重視+リピート生産前提、Type5:納期重視+ある程度コストに配慮、の簡易型メーカーが日本国内では主流だといえるでしょう。
テクノラボはコスト重視の中でType3に属しています。 医療機器や通信機器の顧客からの要望が多く、ある程度の大きさまで対応せざるを得ないのでType3の金型づくりは難しかったためです。
一方でType5のような納期重視ではないので、この面は少し弱い部分ではあります。
テクノラボは設計から一緒に仕事をすることが多く、あらかじめ納期の計画が立てられる相手からの要望が多い為、納期ギリギリにお金を積まれて金型を作る依頼が余りありませんでした。そうした背景からこのような金型づくりを行っています。